- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

რა ხდის ბრტყელი მავთულის მოძრავი ქარხანას სწორ არჩევანს ზუსტი დირიჟორებისთვის?
სტატიის შეჯამება
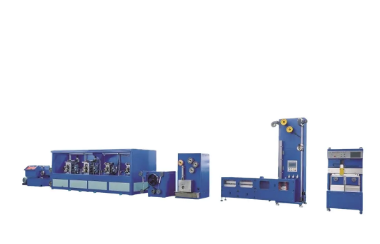
A ბინა Wire Rolling Millაქცევს მრგვალ მავთულს ან ზოლს თანმიმდევრულ, მაღალი სიზუსტის ბრტყელ მავთულში, რომელიც გამოიყენება ძრავებში, ტრანსფორმატორებში, ხვეულებში და ელექტრიფიკაციის მოწინავე პროექტებში. მაგრამ მყიდველებს, როგორც წესი, აქვთ იგივე პრობლემები: არასტაბილური სისქე, კიდეების ბზარები, ზედაპირის ნაკაწრები, ნელი ცვლილებები და არაპროგნოზირებადი მოსავლიანობა. ეს გზამკვლევი ასახავს, თუ როგორ მუშაობს ბრტყელი მავთულის გადახვევა, რა უნდა შეამოწმოთ ყიდვამდე, როგორ ავიცილოთ თავიდან წარმოების ჩვეულებრივი თავის ტკივილი და როგორ გამოვთვალოთ რეალური ღირებულება — ასე რომ თქვენ შეგიძლიათ აირჩიოთ მოწყობილობა, რომელიც იძლევა სტაბილურ, განმეორებად შედეგებს მასშტაბით.
სარჩევი
- მონახაზი
- სადაც ბრტყელი მავთულის წარმოება ჩვეულებრივ არასწორია
- როგორ ბინა მავთულის Rolling Mill რეალურად ქმნის თანმიმდევრულობა
- რა უნდა მიუთითოთ, სანამ ითხოვთ ციტატას
- როგორ ავირჩიოთ სწორი წისქვილი თქვენი მასალისა და პროდუქტისთვის
- ხარისხის კონტროლი, რომელიც ხელს უშლის ჯართს გაზომვის ნაცვლად
- მოვლისა და შეცვლის რჩევები, რომლებიც იცავს მოსავალს
- ღირებულება, გამტარუნარიანობა და ROI: რას ნიშნავს სინამდვილეში „კარგი ღირებულება“.
- FAQ
მონახაზი
- მომხმარებელთა საერთო ტკივილის წერტილები ბრტყელი მავთულის წარმოებაში
- ძირითადი მოძრავი პრინციპები, რომლებიც გავლენას ახდენენ სისქეზე, სიგანეზე და ზედაპირის დასრულებაზე
- კრიტიკული სპეციფიკაციები დასადასტურებლად (მასალა, ზომის დიაპაზონი, ტოლერანტობის სამიზნეები, სიჩქარე)
- შერჩევის ჩამონათვალი სხვადასხვა გამოყენების შემთხვევისთვის (სპილენძი, ალუმინი, პატარა და ფართო ბრტყელი მავთული)
- ხარისხის კონტროლის ნაბიჯები წარმოების სტაბილიზაციისა და გადამუშავების შესამცირებლად
- ტექნიკური მომსახურება, პასების დაგეგმვა და ოპერატორის ჩვევები, რომლებიც ინარჩუნებენ ლილვაკებს და მავთულს
- ROI გაანგარიშების იდეები და რა უნდა სთხოვოს მომწოდებელს დაამტკიცოს
სადაც ბრტყელი მავთულის წარმოება ჩვეულებრივ არასწორია
თუ თქვენ ყიდულობთ აბინა Wire Rolling Mill, ალბათ ამას არ აკეთებთ „გართობისთვის“. თქვენ ამას აკეთებთ, რადგან მიმდინარე პროცესი იწვევს რეალურ ზარალს - ჯართს, გადამუშავებას, მიწოდების დაგვიანებას ან მომხმარებელთა ჩივილებს. აქ არის ტკივილის წერტილები, რომლებიც ყველაზე ხშირად ვლინდება:
- სისქის დრიფტი:თქვენ შეგიძლიათ დაარტყით მიზანს ხვეულის დაწყებისას, შემდეგ გამოხვიდეთ ტოლერანტობიდან, როდესაც იცვლება ტემპერატურა, შეზეთვა ან როლიკებით ცვეთა.
- სიგანის შეუსაბამობა და კიდეების ბზარი:ზედმეტად აგრესიულმა შემცირებამ ან უღელტეხილის არასწორმა დაგეგმვამ შეიძლება გამოიწვიოს მასალა გარედან, შექმნას სუსტი კიდეები ან მიკრობზარები.
- ზედაპირის ნაკაწრები და ჟანგვის ნიშნები:ჭუჭყიანმა მიმართულებამ, არასტაბილურმა დაძაბულობამ ან არასწორმა გამაგრილებელმა/შეზეთმა შეიძლება გაანადგუროს ზედაპირის დასრულება და დაბლა გრაგნილი.
- დაბალი სარგებელი საცდელი-შეცდომისგან:ნორმალურად ჟღერს „მოდით, შევცვალოთ, სანამ არ იმუშავებს“ - სანამ არ გამოთვლით რამდენ სპილენძს ან ალუმინს სწირავთ ჯართის ურნაში.
- ნელი ცვლილებები:თუ როლიკებით კომპლექტების შეცვლას ძალიან დიდი დრო სჭირდება, თქვენი ხაზი ხდება დაგეგმვის შეფერხება.
- შეუსაბამობა ქვედა დინების პროცესებთან:ბრტყელი მავთული ხშირად იკვებება მინანქრის, ანეილირების, დახვევის, დახვევის ან თმის სამაგრის ფორმირებაზე. თუ წისქვილის გამომუშავება არ არის სტაბილური, ყველაფერი ქვევით ზარალდება.
კარგად შემუშავებულიბინა Wire Rolling Millეს ნაკლებად ეხება "მეტალის მოძრავს" და უფრო მეტად ცვლადების კონტროლს - წნევა, გასწორება, დაძაბულობა, შეზეთვა და შემცირების გრაფიკი - ასე რომ, გამომავალი ხდება პროგნოზირებადი და არა იმედისმომცემი.
როგორ ბინა მავთულის Rolling Mill რეალურად ქმნის თანმიმდევრულობა
ბრტყელი მავთულის გადახვევა არსებითად კონტროლირებადი დეფორმაციაა: თქვენ ამცირებთ სისქეს სიგანის გავრცელებისა და ზედაპირის ხარისხის მართვისას. ყველაზე მნიშვნელოვანია ის ნაწილები, რომლებიც ინარჩუნებენ დეფორმაციას სტაბილურად ხვეულიდან კოჭამდე.
ძირითადი მექანიკა, რომელიც უზრუნველყოფს სტაბილურ გამომუშავებას
- ზუსტი როლიკებით უფსკრული კონტროლი:რულონის უფსკრულის მცირე ცვლილებები პირდაპირ ითარგმნება სისქის ცვალებადობაში. სტაბილური კორექტირება და განმეორებადი პარამეტრები არ არის შეთანხმებული.
- ჩაბარების განრიგის დაგეგმვა:რამდენიმე მსუბუქი შემცირება, როგორც წესი, იცავს კიდეებს და ზედაპირს უკეთესად, ვიდრე ერთი მძიმე შეკუმშვა. კარგი ქარხნები მხარს უჭერენ თანმიმდევრულ მრავალპასიან ან ტანდემურ სტრატეგიებს.
- დაძაბულობის მართვა:ზედმეტმა დაძაბულობამ შეიძლება შეავიწროოს მავთული და გამოიწვიოს კისერი; ძალიან ცოტას შეუძლია შექმნას ტალღოვანი ან ცუდი თვალთვალი. კონტროლირებადი ანაზღაურება/გადაღების ქცევა მნიშვნელოვანია.
- სახელმძღვანელო და გასწორება:არასწორი განლაგება იწვევს კიდეების დაზიანებას, დიაგონალურ ნაკაწრებს და არათანაბარ სისქეს სიგანეზე. კარგი მეგზური ინარჩუნებს მავთულს ცენტრში და მშვიდად.
- შეზეთვა და გაგრილება:"სწორი" მიდგომა დამოკიდებულია მასალასა და სიჩქარეზე. მიზანია სტაბილური ხახუნი, კონტროლირებადი ტემპერატურა და სუფთა ზედაპირები.
როდესაც ეს ცვლადები კონტროლდება, თქვენ მიიღებთ შედეგს, რაზეც მყიდველები რეალურად ზრუნავენ: სტაბილური სისქე, სუფთა ზედაპირი, მინიმალური კიდეების დეფექტები და ნაკლები საჩივრები.
რა უნდა მიუთითოთ, სანამ ითხოვთ ციტატას
მომწოდებლები ვერ გირჩევენ სწორ კონფიგურაციას, თუ თქვენი მოთხოვნები ბუნდოვანია. სანამ ითხოვთ ფასს, დააფიქსირეთ ქვემოთ მოცემული ძირითადი საკითხები. ეს ხელს უშლის სპეციფიკაციის ნაკლებობას (მოგვიანებით ტკივილს) ან ზედმეტს (ბიუჯეტის გაფლანგვას).
- მასალა:სპილენძი, ალუმინი ან შენადნობი; ჩართეთ ტემპერამენტი/მდგომარეობა, თუ ეს შესაძლებელია.
- შეყვანის ფორმა:მრგვალი მავთულის დიამეტრი ან ზოლის ზომები; კოჭის შიდა/გარე დიამეტრი; კოჭის წონა.
- ბრტყელი მავთულის სამიზნე დიაპაზონი:დასრულებული სისქის და სიგანის დიაპაზონი, პლუს ტოლერანტობის მოლოდინი.
- ზედაპირის მოთხოვნები:კოსმეტიკური სტანდარტი, ნაკაწრების მგრძნობელობა, მინანქრის დაბლა ან შემაკავშირებელი საჭიროებები.
- წარმოების მიზანი:კგ/სთ ან მ/წთ მოლოდინი და ტიპიური პარტიების ზომები.
- ინტეგრაცია:ანაზღაურება/აღება, ანეილირება, დახვევა, ინლაინ გაზომვა ან კავშირი არსებული ხაზის სამართავებთან.
- ოპერატორის რეალობა:თქვენი გუნდის უნარების დონე და გჭირდებათ თუ არა რეცეპტზე დაფუძნებული მარტივი ოპერაცია.
თუ გსურთ ნაკლები „სიურპრიზები“, სთხოვეთ მომწოდებელს, დაასახელოს თქვენი სპეციფიკაციები რეკომენდირებული მოძრავი მეთოდით, გაიაროთ გრაფიკის მიდგომა და ხარისხის კონტროლის გეგმა — და არა მხოლოდ მანქანის განლაგება.
როგორ ავირჩიოთ სწორი წისქვილი თქვენი მასალისა და პროდუქტისთვის
ყველა ქარხანა არ იქცევა ერთნაირად, მაშინაც კი, თუ ბროშურები მსგავსია. "სწორი"ბინა Wire Rolling Millარის ის, რომელიც შეესაბამება თქვენს მატერიალურ ქცევას, ტოლერანტობის მოთხოვნებს და ყოველდღიური წარმოების რეალობას.
გამოიყენეთ ეს პრაქტიკული ჩამონათვალი
- სტაბილურობა მაქსიმალურ სიჩქარეზე:სწრაფს არ აქვს მნიშვნელობა, ხშირად ჩერდებით კორექტირებისთვის თუ ჯართისთვის.
- განმეორებადი რეცეპტები:მოძებნეთ კონფიგურაციები, რომლებიც საშუალებას გაძლევთ შეინახოთ და გაიხსენოთ პარამეტრები ჩვეულებრივი ზომებისთვის.
- სწრაფი, უსაფრთხო შეცვლის დიზაინი:როლიკერის გამოცვლა, სახელმძღვანელო კორექტირება და გაწმენდა უნდა იყოს მარტივი.
- გაზომილი გამომავალი, არა გამოცნობილი გამომავალი:ხაზოვანი გაზომვის ვარიანტები (ან მარტივი ნიმუშის სამუშაო პროცესი) მნიშვნელოვანია მჭიდრო ტოლერანტობის მუშაობისთვის.
- მხარდაჭერა თქვენი ზომის დიაპაზონისთვის:ვიწრო ბრტყელი მავთულისთვის ოპტიმიზირებული მანქანა შეიძლება ებრძოლოს ფართო პროფილებს და პირიქით.
ბევრი მყიდველი ასევე ზრუნავს მომწოდებლის შესაძლებლობებზე: შეუძლია თუ არა მწარმოებელს დახმარება ექსპლუატაციაში, გაიაროს გრაფიკის მითითებები და ოპერატორის ტრენინგი. აი სადJiangsu Goodroller Machinery Co., Ltd.ხშირად ფასდება - არა მხოლოდ როგორც აღჭურვილობის მიმწოდებელი, არამედ როგორც პარტნიორი სტაბილური წარმოების დაყენებისა და განმეორებადობის პირველი პარტიიდან მოყოლებული.
სწრაფი შედარების ცხრილი: რა უნდა გკითხოთ და რატომ აქვს მნიშვნელობა
| გადაწყვეტილების პუნქტი | რა ვკითხო | რატომ აქვს მნიშვნელობა შენთვის |
|---|---|---|
| ზომის დიაპაზონის მორგება | როგორია დადასტურებული დასრულებული სისქის/სიგანის დიაპაზონი მსგავს მასალებზე? | ხელს უშლის წისქვილის ყიდვას, რომელსაც "შეუძლია" თქვენი დიაპაზონის ქაღალდზე გაკეთება, მაგრამ ებრძვის რეალურ წარმოებას. |
| ტოლერანტობის სტრატეგია | როგორ ინარჩუნებთ სისქეს გრძელ გაშვებებზე (კონტროლის მეთოდი + გაზომვა)? | ამცირებს დრიფტს, გადამუშავებას და მომხმარებელთა დაბრუნებას. |
| ზედაპირის დაცვა | სახელმძღვანელო დიზაინი, შეზეთვის მიდგომა და დასუფთავების გეგმა? | იცავს ფინიშს გრაგნილი/მინანქრისგან და ამცირებს ნაკაწრებისგან ნარჩენებს. |
| ცვლილების დრო | ტიპიური როლიკებით/სახელმძღვანელო შეცვლის დრო გაწვრთნილ ოპერატორებთან? | გავლენას ახდენს დღიურ სიმძლავრეზე მეტად, ვიდრე მაქსიმალური სიჩქარის ნომრები. |
| გაშვების მხარდაჭერა | აწვდით თუ არა ჩაბარების გრაფიკის მითითებებს და ოპერატორის ტრენინგს? | ამცირებს გაშვების დროს და ხელს უშლის „ცდისა და შეცდომის“ ნარჩენებს. |
ხარისხის კონტროლი, რომელიც ხელს უშლის ჯართს გაზომვის ნაცვლად
ბრტყელი მავთულის ხარისხი არ არის მხოლოდ მიკრომეტრზე რიცხვის დაკმაყოფილება. საუბარია არასტაბილურობის თავიდან აცილებაზე, სანამ ის ჯართი გახდება. აქ არის კონტროლის ჩვევები, რომლებიც მუდმივად ამცირებს უარყოფას:
- კოჭის დაწყების შემოწმება:აიღეთ ნიმუში ადრე, დაადასტურეთ სისქე/სიგანე და ჩაკეტეთ რეცეპტი სიჩქარის გაზრდამდე.
- პროცესის ფანჯრის შემოწმება:დააკვირდით ტემპერატურას, შეზეთვის მდგომარეობას და როლიკებით სისუფთავეს განსაზღვრულ ინტერვალზე.
- კიდეების შემოწმება:კიდეების ბზარები ხშირად იწყება პატარა. სწრაფ რუტინულ შემოწმებას შეუძლია თავიდან აიცილოს დეფექტების სრული კოჭა.
- სიგანის კონსისტენცია:შეამოწმეთ სისქის მარცხნიდან მარჯვნივ ერთგვაროვნება, თუ თქვენი აპლიკაციები მგრძნობიარეა (მაგ. ზუსტი ხვეულები).
- მიკვლევადობა:ჩაწერეთ coil ID, პარამეტრები და შედეგები. როდესაც ხარვეზი ხდება, გინდა მიზეზები და არა გამოცნობა.
საერთო დეფექტები და სწრაფი დიაგნოზი
| სიმპტომი | სავარაუდო მიზეზი | პრაქტიკული შესწორება |
|---|---|---|
| სისქე დროთა განმავლობაში იცვლება | ტემპერატურის ცვლილება, საპოხი მასალის ცვლილება, რულონის ცვეთა, არასტაბილური უფსკრული | გაგრილების/შეზეთვის სტაბილიზაცია, უფსკრული განმეორებადობის შემოწმება, რულონის შემოწმების დაგეგმვა |
| კიდეების ბზარები | ზედმეტად შემცირება ერთ პასზე, არასწორი განლაგება, მასალის სიხისტის შეუსაბამობა | დაარეგულირეთ ჩაბარების გრაფიკი, გააუმჯობესეთ სახელმძღვანელო განლაგება, გადახედეთ მატერიალურ მდგომარეობას |
| ზედაპირის ნაკაწრები | ჭუჭყიანი გზამკვლევი / რულონი, ნამსხვრევები, ცუდი შეზეთვა | გაასუფთავეთ გიდები/რულონები, ფილტრის შეზეთვა, შეამოწმეთ ანაზღაურება/ატანის სისუფთავე |
| Waviness ან Camber | არათანაბარი დაძაბულობა, თვალთვალის საკითხები, არათანაბარი შემცირება | დაძაბულობის კონტროლის სტაბილიზაცია, გასწორების შემოწმება, როლის მდგომარეობის შემოწმება |
მოვლისა და შეცვლის რჩევები, რომლებიც იცავს მოსავალს
სიკეთის გადაქცევის ყველაზე სწრაფი გზაბინა Wire Rolling Mill„პრობლემურ მანქანაში“ არის მოვლა, როგორც სურვილისამებრ. ბრტყელი მავთული არ აპატიებს - პატარა დეფექტები დიდ პრობლემად იქცევა.
- სისუფთავე არის წარმოება:გორგოლაჭები, გიდები და საკონტაქტო ზედაპირები სუფთად შეინახეთ. ერთმა ჩაშენებულმა ნაწილაკმა შეიძლება დააზიანოს კილომეტრი მავთული.
- როლიკერის შემოწმების რუტინა:შეამოწმეთ მიკროჩიპები, აცვიათ ნიშნები და კიდეების დაზიანება. შეცვალეთ ან ხელახლა გახეხეთ დეფექტების გამრავლებამდე.
- შეზეთვის დისციპლინა:შეინარჩუნეთ შეზეთვის თანმიმდევრული ხარისხი. ძველი ან დაბინძურებული საპოხი ცვლის ხახუნის ქცევას და ზედაპირის დასრულებას.
- შეცვლის სტანდარტიზებული ნაბიჯები:დააფიქსირეთ „სწორი გზა“ ლილვაკების შეცვლისა და გიდების გასწორების მიზნით, რათა შესრულება არ იყოს დამოკიდებული ერთ გამოცდილ ოპერატორზე.
- სათადარიგო ნაწილების სტრატეგია:ხელთ გქონდეთ კრიტიკული აცვიათ ნაწილები, რათა თავიდან აიცილოთ შეფერხება, რომელიც ანადგურებს მიწოდების ვალდებულებებს.
მომწოდებელს, რომელიც გეხმარებათ დოკუმენტების ექსპლუატაციაში, ტრენინგებსა და პრევენციულ განრიგებში, შეუძლია მკვეთრად შეამციროს თქვენი გაზრდის პერიოდი და უფრო სწრაფად დაასტაბილუროს ხარისხი - განსაკუთრებით მაშინ, როდესაც თქვენ აწარმოებთ მრავალ ზომას ხშირი ცვლილებებით.
ღირებულება, გამტარუნარიანობა და ROI: რას ნიშნავს სინამდვილეში „კარგი ღირებულება“.
მყიდველები ხშირად ადარებენ მანქანებს საწყისი ფასის მიხედვით. მაგრამ საკუთრების მთლიანი ღირებულება ჩვეულებრივ განისაზღვრება სამი რამით: მოსავლიანობა, სტაბილურობა და მუშაობის დრო.
მარტივი ROI ჩარჩო, რომელიც შეგიძლიათ გამოიყენოთ
- ჯართის შემცირება:თუ უკეთესი სტაბილურობა შეამცირებს ჯართს თუნდაც 1-2%-ით, დანაზოგი შეიძლება იყოს მნიშვნელოვანი სპილენძის მძიმე წარმოებისთვის.
- ნაკლები შეჩერება:ყოველი გადატვირთვა ხარჯავს დროს, მასალას და ოპერატორის ყურადღებას.
- უფრო სწრაფი ცვლილებები:თუ თქვენი პროდუქტის ნაზავი ფართოა, 15-30 წუთიანი გაუმჯობესება თითო ცვლილებაზე შეიძლება დაამატოთ რეალური ყოველკვირეული სიმძლავრე.
- ქვედა დინების სტაბილურობა:სტაბილური ბრტყელი მავთული ამცირებს მინანქრის, გრაგნილისა და ფორმირების უკუჩვენებებს - სადაც დეფექტები შეიძლება კიდევ უფრო ძვირი იყოს.
ციტატების განხილვისას, სთხოვეთ მომწოდებელს ახსნას, თუ როგორ იცავს მათი დიზაინი სისქის კონტროლს, ზედაპირის დასრულებას და შეცვლის ეფექტურობას რეალურ ექსპლუატაციაში - არა მხოლოდ კატალოგის ნომრებში.
FAQ
Q: რა შეყვანის მასალებს შეუძლია ბრტყელი მავთულის მოძრავი ქარხანა?
A:ბევრი ხაზი კონფიგურირებულია სპილენძის ან ალუმინისთვის მრგვალი მავთულის ან ზოლის სახით. მთავარია წისქვილის კონფიგურაციის და მიდგომის შესაბამისობა თქვენი მასალის ქცევასთან, ზომის დიაპაზონთან და ტოლერანტობის მიზნებთან.
კითხვა: როგორ გადავწყვიტო სწორი სისქე და სიგანის ტოლერანტობა?
A:დაიწყეთ ქვედა დინების მოთხოვნებით (მინანქრის, ლიკვიდაციის, ფორმირების ან ტრანსფორმატორის კოჭის სპეციფიკაციები). შემდეგ დააყენეთ ტოლერანტობა, რომელიც საკმარისად მჭიდროა შესრულების დასაცავად, მაგრამ რეალისტური სტაბილური მასობრივი წარმოებისთვის.
კითხვა: რატომ ჩნდება კიდეების ბზარები გორგალის დროს?
A:კიდეების ბზარები, როგორც წესი, წარმოიქმნება ზედმეტად აგრესიული შემცირების შედეგად, გასწორების შეცდომების ან მატერიალური მდგომარეობისა და მოძრავი გრაფიკის შეუსაბამობის შედეგად. უკეთესი უღელტეხილის გეგმა და გაუმჯობესებული სახელმძღვანელო ჩვეულებრივ წყვეტს მას.
Q: რა უნდა მივცე პრიორიტეტს, თუ ზედაპირის დასრულება კრიტიკულია?
A:სუფთა გზამკვლევი, სტაბილური შეზეთვა/ფილტრაცია და დისციპლინირებული დასუფთავების რუტინები. ნაკაწრები ხშირად გამოწვეულია ნამსხვრევებით და არათანმიმდევრული ხახუნით, ვიდრე „ცუდი მასალით“.
Q: შეუძლია თუ არა ერთ წისქვილზე ეფექტური მხარდაჭერის მრავალი ბრტყელი მავთულის ზომა?
A:დიახ, თუ ის განკუთვნილია სწრაფი როლიკებით და სახელმძღვანელო კორექტირებისთვის, პლუს რეცეპტის სტილის განმეორებადობა. თუ ზომის ცვლილებები ხშირია, შეცვლის დიზაინს ისევე აქვს მნიშვნელობა, როგორც სიჩქარეს.
Q: რა ინფორმაცია უნდა გავუგზავნო მომწოდებელს ზუსტი რეკომენდაციის მისაღებად?
A:მასალის ტიპი, შეყვანის ზომები, დასრულებული ზომის დიაპაზონი, ტოლერანტობის სამიზნეები, ზედაპირის მოთხოვნები, წარმოების მიზანი, კოჭის სპეციფიკაციები და ქვედა დინების ინტეგრაციის საჭიროებები. რაც უფრო სრულყოფილი იქნება თქვენი მონაცემები, მით ნაკლებია სიურპრიზები მოგვიანებით.
თუ თქვენი მიმდინარე პროცესი დაგიჯდებათ მოსავლიანობა, სტაბილურობა ან მიწოდების ნდობა, სათანადოდ შეესაბამებაბინა Wire Rolling Millშეუძლია ბრტყელი მავთულის წარმოება გადააქციოს პროგნოზირებად, კონტროლირებად სამუშაო პროცესად. ზომების მითითებისთვის, კონფიგურაციის რეკომენდაციებისთვის და ექსპლუატაციის პრაქტიკული მხარდაჭერისთვის,დაგვიკავშირდითზეJiangsu Goodroller Machinery Co., Ltd.და გვითხარით თქვენი მასალა და დასრულებული მავთულის სამიზნეები — შემდეგ ჩვენ დაგეხმარებით გადაწყვეტის რუკაზე, რომელიც მუშაობს სუფთად და თანმიმდევრულად.