- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

როგორ შეუძლია ზოლების მოძრავი ქარხანა დაგეხმაროთ თანმიმდევრული სისქე, სიბრტყე და ზედაპირის ხარისხი მასშტაბით?
აბსტრაქტი
A ზოლები მოძრავი ქარხანახშირად არის „დამზადება-დამტვრევა“ აქტივი კოჭის პროცესორებისთვის და მწარმოებლებისთვის, რომლებსაც სჭირდებათ სისქის სტაბილური კონტროლი, განმეორებადი სიბრტყე და ზედაპირის სუფთა დასრულება - მუდმივი შეფერხების ან ჯართის გარეშე. მიუხედავად ამისა, ბევრ მყიდველს იგივე თავის ტკივილი ემუქრება: კოჭის სიგრძის არათანმიმდევრული ლიანდაგი, ფორმის დეფექტები, რომლებიც იწვევს მომხმარებელთა ჩივილებს, ხშირი ნაკაწრები, ნელი ცვლილებები და შენარჩუნების რუტინები, რომლებიც იპარავს წარმოების დროს.
ეს სტატია ასახავს, თუ როგორ მიმართავს თანამედროვე ზოლის მოძრავი ქარხანა ამ ტკივილის წერტილებს, რა სპეციფიკაციებს აქვს მნიშვნელობა, როდესაც ადარებთ ვარიანტებს და როგორ უნდა დააფიქსიროთ თქვენი პროდუქტის მიზნები (მასალა, სისქის დიაპაზონი, ტოლერანტობა, გამომავალი) წისქვილის სწორ კონფიგურაციაზე. თქვენ ასევე იპოვით პრაქტიკულ საკონტროლო სიას, გადაწყვეტილების ცხრილს და FAQ-ს, რომელიც შექმნილია რეალური შემსყიდველების გუნდებისა და ქარხნების ინჟინრებისთვის.
შინაარსი
- მონახაზი
- მყიდველის საერთო ტკივილის ქულები
- რას აკეთებს ზოლები Rolling Mill ნამდვილად
- ძირითადი შესრულების მიზნები, რომლებიც იცავს თქვენს ზღვარს
- წისქვილის სწორი კონფიგურაციის არჩევა
- წისქვილის თქვენს ხაზში ინტეგრირება
- როგორ შევინარჩუნოთ ხარისხი სტაბილური გრძელვადიან პერსპექტივაში
- მოვლა, რომელიც არ კლავს გამომუშავებას
- მყიდველის ჩამონათვალი, სანამ მოაწერთ ხელს
- FAQ
- შემდეგი ნაბიჯი
მონახაზი
- დაადგინეთ წარმოების პრობლემები, რომელთა აღმოფხვრასაც ცდილობთ (ჯართი, პრეტენზიები, შეფერხებები).
- თარგმნეთ მომხმარებლის მოთხოვნები გაზომვადი მოძრავი მიზნებით (ტოლერანტობა, სიბრტყე, დასრულება).
- შეუთავსეთ თქვენი მასალისა და სისქის დიაპაზონი წისქვილის განლაგებას და ავტომატიზაციის დონეს.
- დაგეგმეთ დამხმარე სისტემები (დაძაბულობის კონტროლი, გამაგრილებელი, ფილტრაცია, რულონის მართვა, უკუგდება).
- შენარჩუნების დაბლოკვა: რულონის სწრაფი შეცვლა, ხელმისაწვდომი ჰიდრავლიკა და პროგნოზირებადი სათადარიგო ნაწილები.
მყიდველის საერთო ტკივილის ქულები
თუ თქვენ აფასებთ ზოლების მოძრავ წისქვილს, თქვენ ამას ალბათ გასართობად არ აკეთებთ - ამას აკეთებთ იმიტომ, რომ რაღაც გტკივა. აქ არის ყველაზე ხშირი პრობლემები, რომელთა გადაჭრა სურთ მყიდველებს და რა ჯდება ისინი ჩვეულებრივ რეალურ ოპერაციებში:
- ლიანდაგის შეუსაბამობა: სისქის დრიფტი კოჭზე იწვევს გადამუშავებას, მასალის დაქვეითებას ან უარყოფილ ლოტებს.
- სიბრტყის და ფორმის დეფექტები: ტალღები, ცენტრალური ბალთა, კიდეების ბალთა ან გვირგვინის შეუსაბამობა იწვევს ქვედა დინების პრობლემებს ჭედურობას, ჭრილობას, შედუღებას ან ფორმირებას.
- ზედაპირის ნიშნები: ნაკაწრები, ნაკაწრები, ჩანართები ან ცუდი შეზეთვა ჩნდება მომხმარებელთა ჩივილების სახით, განსაკუთრებით ხილული ნაწილებისთვის.
- ნელი ცვლილებები: რულონის ხანგრძლივი ცვლილებები, დაყენების არასტაბილურობა ან ხელით რეგულირება ყოველ კვირას ხარჯავს საათებს.
- მაღალი ჯართი აწევის დროს: თითოეული ხვეულის პირველი ნაწილი ხდება „დაყენების ნარჩენები“, რადგან კონტროლი და დაძაბულობა არ არის აკრეფილი საკმარისად სწრაფად.
- შეფერხების დრო ტექნიკური სიურპრიზებისგან: ლუქები, საკისრები, გამაგრილებლის სისტემები ან ჰიდრავლიკური პრობლემები, რომლებიც არ არის შექმნილი სწრაფი მომსახურებისთვის.
- ენერგიისა და სახარჯო მასალების ღირებულება იზრდება: არაეფექტური დრაივები, გამაგრილებლის ცუდი მართვა და გადამეტებული რულონის ცვეთა მშვიდად ზრდის ტონაზე ფასს.
კარგი ზოლის მოძრავი ქარხანა არ ახვევს მხოლოდ ლითონს - ის ამცირებს გაურკვევლობას. საუკეთესო ROI, როგორც წესი, მოდის მომხმარებელთა ნაკლები პრეტენზიებიდან, უფრო მაღალი მოსავლიანობით და სტაბილური გამტარუნარიანობით, რომელიც შეგიძლიათ დაგეგმოთ თავდაჯერებულად.
რას აკეთებს ზოლები Rolling Mill ნამდვილად
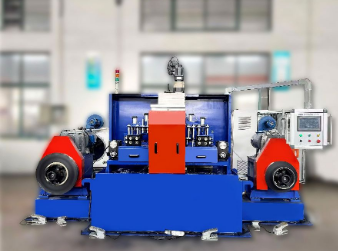
მის ბირთვში, ზოლის მოძრავი წისქვილი ამცირებს სისქეს ლითონის ზოლის მბრუნავი რულონების გავლით კონტროლირებადი ძალისა და დაძაბულობის ქვეშ. "კონტროლირებადი" ნაწილი არის ის, სადაც თანამედროვე სისტემები განასხვავებენ თავს ძველი აღჭურვილობისგან.
რეალურ წარმოებაში, თქვენ არ ცვლით მხოლოდ სისქეს - თქვენ მართავთ:
- Roll ძალადარტყმა სამიზნე ლიანდაგზე კომპონენტების გადატვირთვის გარეშე.
- დაძაბულობაზოლის ფორმის სტაბილიზაციისთვის და ჭუჭყის ან ცურვის თავიდან ასაცილებლად.
- სიბრტყის კონტროლიფორმის დეფექტების თავიდან ასაცილებლად, რომლებიც ანგრევს დამუშავებას.
- ზედაპირის მდგომარეობარულონის ხარისხის, გამაგრილებლის მიწოდებისა და ფილტრაციის მეშვეობით.
- თერმული ქცევარადგან სითბო გავლენას ახდენს რულონის გაფართოებაზე და სისქის სტაბილურობაზე დროთა განმავლობაში.
ამიტომ მყიდველებმა უნდა იფიქრონ წისქვილზე, როგორც სისტემაზე: სადგამის კონფიგურაცია, ავტომატიზაცია, დრაივები, ჰიდრავლიკა, გამაგრილებლის/ფილტრაცია და კოჭების დამუშავება ხელს უწყობს საბოლოო ხარისხს და მუშაობის დროში.
ძირითადი შესრულების მიზნები, რომლებიც იცავს თქვენს ზღვარს
როდესაც გუნდები ადარებენ ქარხნებს, ისინი ხშირად ყურადღებას ამახვილებენ მაქსიმალურ მოძრავ ძალაზე ან ხაზის სიჩქარეზე. ეს მნიშვნელოვანია, მაგრამ რეალური დიფერენციატორები არის შესრულების მიზნები, რომლებიც დაკავშირებულია მომხმარებელთა მიღებასთან და შიდა მომგებიანობასთან.
- სისქის ტოლერანტობა: რამდენად თანმიმდევრულად შეგიძლიათ დაიჭიროთ ლიანდაგი თავიდან კუდამდე და ზოლის სიგანეზე?
- სიბრტყე: შეგიძლიათ შეინარჩუნოთ ფორმა თქვენი მომხმარებლის ფორმირების მოთხოვნების შესაბამისად, მუდმივი ჩარევის გარეშე?
- ზედაპირის დასრულება და სისუფთავე: შეგიძლიათ შეინარჩუნოთ სტაბილური დასრულება რულეტის ნიშნების, ნამსხვრევების ზოლების ან საპოხი დეფექტების გარეშე?
- სტაბილურობა გრძელვადიან პერსპექტივაში: სტაბილური ფუნქციონირება რჩება წარმოების საათების შემდეგ, თუ იცვლება ტემპერატურისა და ცვეთასთან ერთად?
- ცვლილების განმეორებადობა: შეგიძლიათ შეცვალოთ პროდუქტები და სწრაფად დაუბრუნდეთ სტაბილურ წარმოებას, მინიმალური დაყენების ჯართი?
ზოლის მოძრავი წისქვილის შეფასების პრაქტიკული გზა არის ერთი კითხვის შიგადაშიგ დასმა:რაზე შევაჩერებთ ფულის დაკარგვას, როცა ეს წისქვილი ამუშავდება?ეს ჩარჩო ინარჩუნებს დისკუსიას ფოკუსირებულ შედეგებზე და არა მხოლოდ სპეციფიკაციებზე.
წისქვილის სწორი კონფიგურაციის არჩევა
წისქვილის სხვადასხვა კონფიგურაცია არსებობს მიზეზის გამო: თქვენი მასალა, სისქის დიაპაზონი, სიგანე და სამიზნე დასრულება გავლენას ახდენს იმაზე, თუ რა იმუშავებს საუკეთესოდ. გამოიყენეთ ქვემოთ მოყვანილი ცხრილი, რათა გააერთიანოთ თქვენი აპლიკაცია ტიპიური წისქვილის არჩევანთან.
| განაცხადის მიზანი | ტიპიური წისქვილის მიმართულება | რატომ ჯდება | უყურეთ აუტს |
|---|---|---|---|
| ზოგადი სისქის შემცირება ზომიერი ტოლერანტობით | 4-მაღალი სადგამი / საპირისპირო წისქვილი | დაბალანსებული შესაძლებლობები მრავალი ფოლადისა და შენადნობისთვის; მოქნილი გრაფიკები | ავტომატიზაციის დონე მნიშვნელოვანია განმეორებადობისა და გაზრდის ჯართისთვის |
| მაღალი სიზუსტის ლიანდაგი + სიბრტყის კონტროლი | 6-მაღალი სადგამი / სიბრტყის გაფართოებული კონტროლი | უკეთესი ფორმის კონტროლი მოღუნვისა და გადაადგილების სტრატეგიებით | უფრო მაღალი სირთულე; მომსახურეობა და ტრენინგი გადამწყვეტი ხდება |
| მაღალი გამტარუნარიანობა მიწოდების მჭიდრო გრაფიკით | ტანდემის ხაზი (მრავალსადგამი) | უწყვეტი შემცირება მხარს უჭერს უფრო მაღალ გამომუშავებას და თანმიმდევრულ ხარისხს | წინასწარი ინტეგრაციის ძალისხმევა; დამხმარე სისტემები უნდა იყოს ძლიერი |
| ზედაპირისადმი მგრძნობიარე პროდუქტები (დეკორატიული, ღია ნაწილები) | ფოკუსირება რულონის დასრულებაზე + გამაგრილებლის/ფილტრაციის + დაძაბულობის სტაბილურობაზე | ზედაპირის ხარისხი დიდწილად დამოკიდებულია სისუფთავეზე და შეზეთვის კონტროლზე | მცირე ზომის ფილტრაცია ჩვეულებრივი შეცდომაა, რომელიც ქმნის განმეორებით დეფექტებს |
თუ არ ხართ დარწმუნებული, დაიწყეთ თქვენი დამაგრებითმასალების სია(ფოლადი, უჟანგავი, ალუმინი, სპილენძი და ა.შ.),შემომავალი სისქე, სამიზნე სისქედა თქვენი მომხმარებლისმიღების კრიტერიუმები. შემდეგ შეარჩიეთ კონფიგურაცია, რომელსაც შეუძლია საიმედოდ მოხვდეს ამ სამიზნეებზე - არა მხოლოდ ქაღალდზე.
წისქვილის თქვენს ხაზში ინტეგრირება
მრავალი ხარისხის პრობლემა, რომელიც ადანაშაულებს წისქვილზე, რეალურად არის ზემოთ ან ქვედა დინების პრობლემები. ზოლის მოძრავი ქარხანა საუკეთესოდ მუშაობს, როდესაც მიმდებარე ხაზი ხელს უშლის დაძაბულობის მწვერვალებს, ზედაპირის დაბინძურებას და ხვეულის დამუშავების დაზიანებას.
ინტეგრაციის საერთო ელემენტები მოიცავს:
- ანაზღაურება და რეკუილერისტაბილური დაძაბულობის უნარით.
- შესვლის/გასასვლელი ლაგამიდაძაბულობის დასაზუსტებლად და სრიალის შესამცირებლად.
- სახელმძღვანელო და ცენტრირებაკიდეების დასაცავად და ფორმის კონტროლის გასაუმჯობესებლად.
- გამაგრილებლის მიწოდება + ფილტრაციასითბოს მართვისა და ზედაპირების სისუფთავის შესანარჩუნებლად.
- ინსპექტირების წერტილებილიანდაგის/ფორმის/დასრულების სწრაფი გადამოწმებისთვის ხაზის გაჩერების გარეშე.
GRM Rolling Millროგორც წესი, მხარს უჭერს მყიდველებს ამ ქვესისტემების ქარხნის საკონტროლო სტრატეგიასთან დაკავშირების გზით - რადგან სტაბილური წარმოება დამოკიდებულია მთელ ნაკადზე და არა მხოლოდ სადგამზე.
როგორ შევინარჩუნოთ ხარისხი სტაბილური გრძელვადიან პერსპექტივაში
კარგი კოჭის "ერთხელ" მიღება მარტივია. რეალური ტესტი არის ხარისხის შენარჩუნება ცვლებში, ოპერატორებსა და პროდუქტის მიქსებში. სტაბილურობა ჩვეულებრივ მოდის კონტროლის სამი ფენიდან:
- სწრაფი კონტროლი: სისქის გადახრების დაუყოვნებელი კორექტირება პირობების ცვლილებისას (დატვირთვა, დაძაბულობა, სიჩქარე).
- ფორმის კონტროლი: ბალთების და გვირგვინის შეუსაბამობის შემცირების სტრატეგიები, სანამ ისინი უარყოფილი გახდებიან.
- დაბინძურების კონტროლი: გამაგრილებლისა და ზოლების ზედაპირის სისუფთავის შენარჩუნება, რათა თავიდან აიცილოთ ნიშნების გამეორება.
თუ თქვენი ქარხანა ებრძოდა ზედაპირულ დეფექტებს, დიდი ყურადღება მიაქციეთ ფილტრაციის დიზაინს, გამაგრილებლის მართვას და რულონის ზედაპირის დამუშავებას. მცირე ნაწილაკებს შეუძლიათ გამოიწვიონ "საიდუმლო" ზოლები, რომლებიც შემთხვევით გამოიყურება, მაგრამ მეორდება წყაროს ამოღებამდე.
მოვლა, რომელიც არ კლავს გამომუშავებას
წისქვილი, რომელიც აკმაყოფილებს სპეციფიკაციებს, მაგრამ აჩერებს წარმოებას მუდმივი შენარჩუნებით, ცუდი გარიგებაა. როდესაც თქვენ შეაფასებთ აღჭურვილობას, მოძებნეთ ტექნიკური მახასიათებლები, რომლებიც ამცირებს შეფერხების დროს და აუმჯობესებს პროგნოზირებადობას:
- გადახვევის სწრაფი შეცვლის მიდგომა: შექმნილია წვდომის წერტილები, აწევის სტრატეგია და გასწორების მხარდაჭერა.
- ხელმისაწვდომი ჰიდრავლიკური კომპონენტები: სარქველები, ლუქები და სენსორები, რომელთა მოვლა შესაძლებელია დიდი დაშლის გარეშე.
- წმინდა შეზეთვის გეგმა: ცენტრალიზებული შეზეთვა და მარტივი მონიტორინგი ამცირებს ტარების სიურპრიზებს.
- სათადარიგო ნაწილების ლოგიკა: სტანდარტიზებული აცვიათ ნაწილები და რეალისტური რეკომენდირებული სათადარიგო სია.
- ოპერატორისთვის მოსახერხებელი დიაგნოსტიკა: სიგნალიზაცია, რომელიც მიუთითებს მიზეზებზე და არა მხოლოდ სიმპტომებზე.
საუკეთესო წისქვილები ეხმარება თქვენს გუნდს გადავიდეს „ხანძრის ჩაქრობიდან“ რუტინულ მოვლაზე. მარტო ეს ცვლა ხშირად ხსნის უფრო მაღალ ყოველკვირეულ გამომუშავებას თქვენი პერსონალის დონის შეცვლის გარეშე.
მყიდველის ჩამონათვალი, სანამ მოაწერთ ხელს
- პროდუქტის მიზნები: მასალების სია, სიგანის დიაპაზონი, შემომავალი/სამიზნე სისქე, ტოლერანტობა, ზედაპირის მოთხოვნები.
- გამტარუნარიანობის მიზნები: მოსალოდნელი ტონა/თვეში, ხვეულის ტიპიური ზომა, დაგეგმილი ძვრები და გაზრდის მოლოდინი.
- ხარისხის შემოწმება: როგორ გაზომავთ ლიანდაგს/სიბრტყეს/დასრულებას და სად ხდება შემოწმებები ხაზში.
- რეალობის შეცვლა: პროდუქტის ნაზავი, რულონების განრიგი და რამდენად სწრაფად გჭირდებათ გადართვა ჯართის გარეშე.
- კომუნალური და ნაკვალევი: სიმძლავრე, გამაგრილებლის მიწოდება, ფილტრაციის ადგილი და ინსტალაციის შეზღუდვები.
- სერვისის მოდელი: ექსპლუატაციაში გაშვება, ტრენინგი, დოკუმენტაცია და რეაგირების გეგმა კრიტიკულ სათადარიგო ნაწილებზე.
- რისკის გეგმა: რა მოხდება, თუ ტოლერანტობა გამოტოვებულია - გაქვთ თუ არა გამოსწორების გზა წარმოების შეწყვეტის გარეშე?
FAQ
Q: შეუძლია თუ არა ზოლების მოძრავი ქარხანა გაუმკლავდეს მრავალ მასალას, როგორიცაა უჟანგავი და ალუმინი?
A:დიახ, მაგრამ დაყენების სტრატეგიას აქვს მნიშვნელობა. სხვადასხვა მასალა განსხვავებულად იქცევა ძალისა და დაძაბულობის ქვეშ და ისინი განსხვავებულად რეაგირებენ შეზეთვასა და რულონის დასრულებაზე. კარგად შეხამებული კონფიგურაციისა და კონტროლის სტრატეგია შეამცირებს საცდელ-შეცდომებს პროდუქტის გადართვის დროს.
კითხვა: რა იწვევს სისქის ცვალებადობას კოჭის სიგრძის გასწვრივ?
A:გავრცელებული მიზეზებია არასტაბილური დაძაბულობა, თერმული დრეიფი, რულონის ცვეთა, არათანმიმდევრული შემომავალი კოჭის სისქე და ნელი კორექტირება სიჩქარის ცვლილების დროს. მყიდველებმა პრიორიტეტი უნდა მიანიჭონ სტაბილური დაძაბულობის შესაძლებლობას და სწრაფი კორექტირების ქცევას, რათა შეამცირონ ჯართი თავსა და კუდში.
კითხვა: რატომ ჩნდება ფორმის დეფექტები მაშინაც კი, როდესაც სისქე სწორია?
A:სისქე შეიძლება იყოს მიზანში, ხოლო სიბრტყე გამორთულია. ფორმის დეფექტები ხშირად წარმოიქმნება სიგანის არათანაბარი შემცირებით, რულეტის გადახრის ან დაძაბულობის დისბალანსის შედეგად. სიბრტყის კონტროლი და სათანადო მართვა არის გასაღები ბალთების და გვირგვინთან დაკავშირებული პრობლემების თავიდან ასაცილებლად.
კითხვა: როგორ შევამციროთ ზედაპირის ნიშნები და ნაკაწრები?
A:დაიწყეთ რულეტის მენეჯმენტით (ზედაპირის დასრულება, დამუშავება, სისუფთავე), შემდეგ გააუმჯობესეთ გამაგრილებლის მიწოდება და ფილტრაცია, რათა თავიდან აიცილოთ ნარჩენების ხელახლა შეღწევა რულონის ნაკბენში. ბევრი „შემთხვევითი“ ნიშანი რეალურად განმეორებადი დაბინძურების ნიმუშებია.
კითხვა: რა უნდა მოვამზადოთ ინსტალაციისა და ამაღლებისთვის?
A:დაგეგმეთ კომუნალური მომსახურება, განლაგება, ოპერატორის ტრენინგი და მკაფიო მიღების გეგმა (როგორი გამოიყურება წარმატება გაზომვადი თვალსაზრისით). თუ ადრე განსაზღვრავთ სამიზნე პროდუქტებს და გადამოწმების ეტაპებს, აწევა უფრო სწრაფი და ნაკლებად ხარჯიანი ხდება.
შემდეგი ნაბიჯი
თუ თქვენი მიმდინარე პროცესი კარგავს ფულს სისქის დრეიფის, სიბრტყის ჩივილების, ზედაპირის განმეორებადი ნიშნების ან ნელი ცვლილებების გამო, სათანადოდ შემუშავებულმა ზოლის მოძრავი ქარხანა შეიძლება გადააქციოს ეს ქაოსი განმეორებად გამომუშავებად.GRM Rolling Millმხარს უჭერს კლიენტებს აპლიკაციის შესატყვისი ხაზის ინტეგრაციასთან, ექსპლუატაციაში გაშვებაში და ოპერატორის ტრენინგში - ასე რომ, ქარხანა მუშაობს რეალურ სამყაროში და არა მხოლოდ ბროშურაში.
მზად ხართ ისაუბროთ თქვენს მასალაზე, სისქის მიზნებზე და წარმოების მიზნებზე? დაგვიკავშირდით და გვითხარით, რას ამუშავებთ დღეს და რა გჭირდებათ შემდეგში.